
En este Apartado vas a encontrar una guía completa de los parámetros básicos que podes configurar en los laminadores de impresión 3D, incluyendo test para calibrar cada parámetro correctamente y un desafío final que te asegura que podes imprimir prácticamente cualquier cosa.
Además, vamos a recomendar configuraciones estándar como punto de partida para dos tipos de máquinas: impresoras antiguas como la Ender 3 y modernas como la Ender 3 V3
Calidad
– Altura de Capa:
Es el grosor de cada capa de material depositada durante la impresión. Afecta directamente la calidad y el tiempo de impresión. Capas más delgadas ofrecen mejor resolución y más detalles, mientras que capas más gruesas permiten impresiones más rápidas pero con menos precisión.
Recordá que la altura de capa depende de nuestro nozzle, se recomienda mantenerse en un rango entre el 20% y el 80% del diámetro de nuestra boquilla. Dejamos una tabla guía para las alturas de capa recomendadas aunque se deberían hacer pruebas para encontrar la mejor altura para cada maquina.

– Altura de Capa inicial:
La altura de capa inicial determina el grosor de la primera capa que se va a imprimir en la base de impresión. Esta configuración es crucial porque afecta la adherencia , si la primera capa es muy fina se puede despegar.
Recomendamos una altura de capa de 0.2 para picos de 0.4 mm de forma estándar y 0.3 para piezas mas grandes que necesiten mas adherencia que calidad.
-Ancho de linea:
El ancho de línea define el grosor de las líneas individuales que la impresora deposita para formar cada capa. Este parámetro afecta la resistencia, precisión y velocidad de impresión.
Generalmente el ancho de linea es determinado por el pico que estas utilizando, si es 0.4 el ancho de linea tendría que ser el mismo aunque si usamos el Modo Especial “Vase mode” podemos ampliar este ancho hasta el doble sin problemas.
Paredes
-Recuento de líneas de pared:
El recuento de líneas de pared determina cuántas líneas individuales (capas horizontales) se imprimirán para formar las paredes externas del modelo. Este parámetro afecta la resistencia, el tiempo de impresión, el consumo de material y la apariencia de la pieza.
El valor optimo depende de que tipo de pieza estamos queriendo imprimir pero también el pico que estamos usando , si usamos pico 0.4 y la pieza no va a ser sometida a fricción o movimiento con dos paredes es mas que suficiente pero en piezas mas mecánicas se recomendamos incrementar este valor.
-Expansión horizontal:
La expansión horizontal ajusta el tamaño del modelo en el plano X-Y (horizontal), ampliando o reduciendo sus dimensiones. Este parámetro se utiliza para corregir problemas de precisión en las impresiones.
Si Tenes una pieza que tiene que encastrar podes modificar este valor aunque lo ideal es realizar Este Test así podemos conseguir la configuración correcta en cada una de nuestras maquinas
Costuras
La costura es el lugar donde comienza o termina cada capa al imprimir. Este parámetro controla la ubicación y apariencia de la línea vertical visible que se forma por los cambios de capa, en este apartado vamos a unificar dos parametros.
– Alineación de costuras en Z:
- Este ajuste controla si las costuras se alinean verticalmente o si se distribuyen de manera diferente entre las capas se recomienda utilizar “Esquina mas pronunciada”.
– Preferencia de la esquina de costura:
- Si está activado, Cura intentará colocar las costuras en esquinas del modelo, como cambios bruscos en la geometría, para ocultarlas mejor.
Superior / inferior
El apartado Superior / Inferior se refiere a los parámetros que controlan cómo se imprimen las capas superiores e inferiores de un modelo. Estas configuraciones afectan la apariencia y la resistencia de la parte superior e inferior de la pieza.
Si queremos que nuestras piezas queden resistentes una buena cantidad de capas mejora esto , nosotros recomendamos 4 capas
Relleno
El relleno es el material que se coloca dentro de la pieza, para darle fuerza y forma sin que sea completamente sólido. Este relleno ayuda a que la pieza sea más ligera, use menos material y se imprima más rápido. La cantidad de relleno que pongas puede hacer que la pieza sea más fuerte o más liviana, dependiendo de lo que necesites.
– Patrón de Relleno
Al relleno se le puede cambiar el patrón, Cada uno de estos tiene diferentes características que afectan la resistencia, el uso de material y el tiempo de impresión, se recomienda hacer pruebas dependiendo de la pieza que estemos queriendo imprimir.

Si queres ahorrar en material podes usar el patrón Líneas en cambio si lo que buscas es máxima resistencia podes utilizar el panal o giroide.
– Densidad de relleno:
Así como el relleno tiene un patrón también tiene una densidad, es el porcentaje de material que se utiliza dentro de una pieza. Este porcentaje determina cuán “llena” está la pieza internamente con material
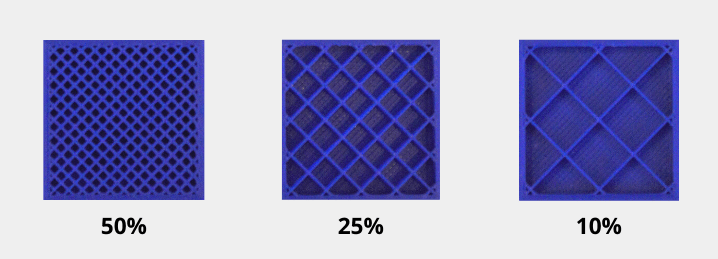
Con una densidad de 10% puede servir para la mayoría de las piezas aunque podemos aumentarlo si queremos mas resistencia o disminuirlo si precisamos menor tiempo de impresión aunque recomendamos como mínimo un 5%
Temperatura
– Temperatura de impresión:
La temperatura de impresión es uno de los valores mas importantes, dependiendo el tipo de filamento que estemos utilizando tendremos que usar una temperatura especifica, también esto puede variar dependiendo de la marca de filamento utilizado.
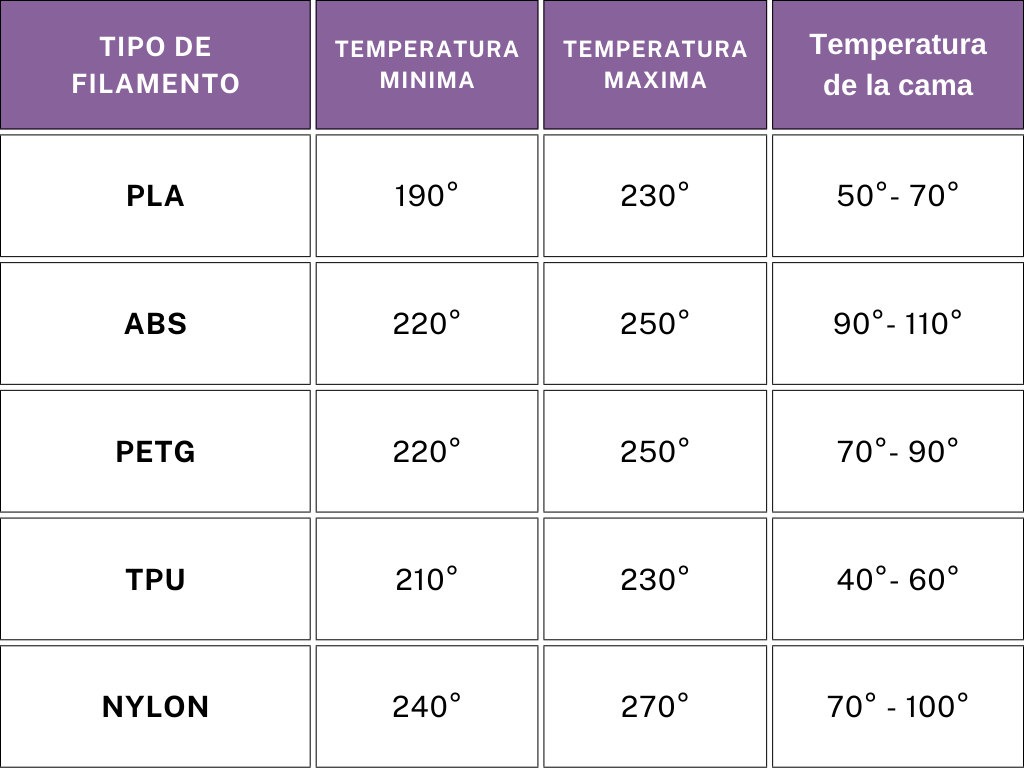
Para encontrar la temperatura óptima, recomendamos imprimir una torre de temperatura para cada filamento. Recorda que incluso con materiales iguales, las temperaturas pueden variar según la marca.
– Temperatura en capa inicial:
La temperatura en la capa inicial no necesariamente tiene que ser la misma que en el resto de impresión, ya que entre mas temperatura mejor adherencia, generalmente se utiliza en la primera capa la temperatura máxima del rango del material que estamos utilizando y a partir de la segunda capa se puede disminuir a la que vamos a usar en el resto de la impresión.
Velocidad
– Velocidad de impresión:
Es la configuración de velocidad principal que influye en nuestra impresora. acá se ajusta la velocidad de los motores que controlan los ejes X e Y, así como el motor del extrusor y es definida en mm/s.
Si utilizamos una velocidad de impresión demasiado rápida, puede haber desajustes en el calentamiento causados por un enfriamiento insuficiente, causando una extrusión insuficiente o una mala adhesión a la capa.
Pero tampoco es recomendable utilizar una velocidad de impresión demasiado lenta, ya que puede deformar la impresión debido a que el plástico se asienta sobre la boquilla mucho tiempo.
Para probar la velocidad de impresión, podes descargar un modelo de prueba de velocidad de impresión, donde la velocidad irá aumentando gradualmente y así poder identificar nuestra configuración óptima.
En los 2 últimos años se dio un salto muy alto en este apartado llegando a haber maquinas que triplican o incluso cuatriplican las velocidades de las maquinas antiguas como la primera Ender 3 que imprimía en unos 40 mm/s en cambio su versión mas moderna la Ender 3 V3 puede imprimir en velocidades de 130 mm/s sin problemas
Recorda que los fabricantes siempre exageran las velocidades volumétricas de las maquinas ya que estas son medidas que da la maquina en un entorno super especifico , nosotros siempre vamos a conseguir valores inferiores.
-Reglas de las velocidades
Una vez conseguida la velocidad de impresión podemos seguir unas reglas para que el resto de las velocidades se ajusten correctamente.
- La velocidad de primera capa siempre tiene que imprimirse lento para maximizar la adherencia, recomendamos unos 20 mm/s para las maquinas antiguas y 40 mm/s para maquinas mas modernas.
- La velocidad de relleno puede ser mas alta de la velocidad de impresión ya que no lo vamos a ver , podemos poner un 50% mas de la velocidad utilizada en velocidad de impresión. por ejemplo si de velocidad de impresión utilizamos 40 mm/s podemos poner un relleno de 60 mm/s.
- La velocidad de pared tiene que ser aproximadamente la mitad de la velocidad de impresión ya que esta va a determinar la calidad de la pieza, aunque si estamos imprimiendo una pieza sin detalle podemos aumentarlo sin problema.
- La velocidad de desplazamiento puede ser el doble de la velocidad de impresión , incluso un poco mas.
-Retracciones
Las retracciones son los movimientos de el extrusor en el que generan o liberan la presión de filamento para que este salga por la boquilla, si no lo tenemos bien configurado esto puede generarnos hilos o incluso atascos
- Habilitar la retracción siempre tiene que estar activado excepto que estemos usando TPU porque puede atascarse.
- Distancia de retracción es la distancia que el filamento retrocede dentro del extrusor, si Tenes extrusor Bowden podes partir con unos 5 mm y con extrusor directo con 1mm.
- Velocidad de retracción es la rapidez del movimiento del extrusor, con extrusor Bowden podes partir con 30mm/s y con extrusor directo con un 50mm/s.
Como en los anteriores apartados te brindamos este Test de retracciones para que puedas configurar este parámetro correctamente.
Soporte
Los soportes son estructuras que bien pueden salir de la base de la impresora 3D, o desde una parte de nuestra pieza. En la impresión 3D no es posible imprimir al aire.
-Cuando usar soporte
Las zonas que no tienen donde apoyar la siguiente capa, necesitan de esta estructura, Generalmente se utilizan cuando la pieza tiene un Angulo inferior a 45° aunque recomendamos Este test para conseguir el Angulo exacto en el que vamos a necesitar el uso de los soportes.
Uno de los inconvenientes del uso de soportes viene a la hora de retirarlos, para esto lo mejor es dejar una distancia entre el objeto que vamos a imprimir, y la parte superior del soporte. esta función es la Distancia Z de contacto, con 0.2 mm el soporte se podrá desprender con facilidad.
Desafío

Con todo lo aprendido por ultimo te dejamos un desafío, una vez que hayas configurado todos los parámetros de tu impresora te invitamos a imprimir este test que parece simple pero realmente es un desafío para las impresoras 3d. si podes imprimirlo correctamente podes dar por hecho que tu maquina funciona Excelente!
